|
| J.B.'s Crankshaft Welding |
| Author |
Message |
    
richarddurgee
Senior Member
Username: richarddurgee
Post Number: 1382
Registered: 11-2001
| | Posted on Sunday, December 31, 2006 - 10:06 am: | 




|
*
J.B.'s Crankshaft Welding Photos
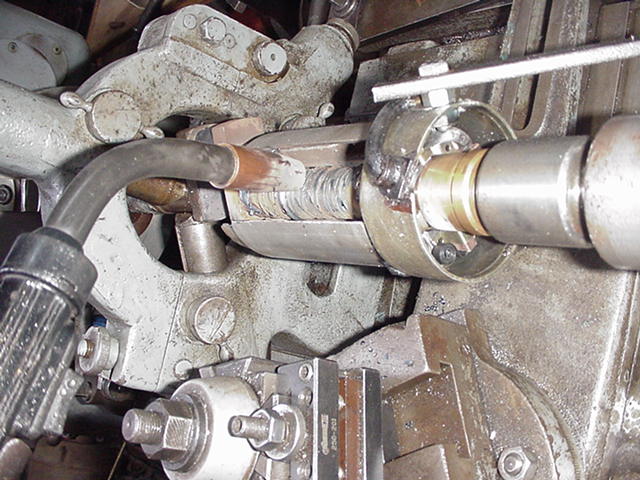
1.The first two pictures are of the crank in the lathe with the welding machine.
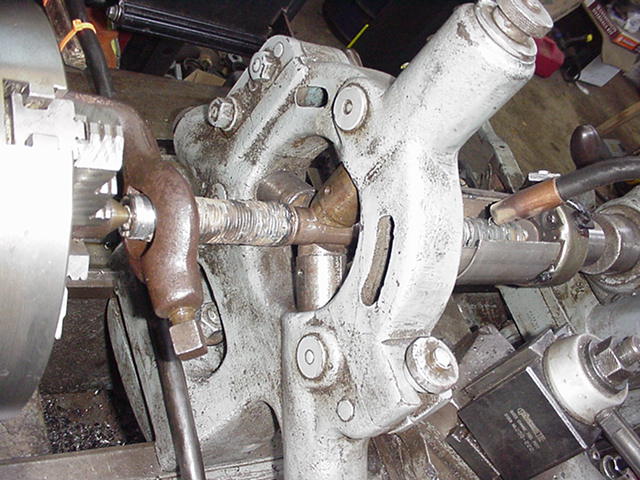
2. Second picture shows the brush fixture I made from a starter cover, provides a sure ground without a chance of going through the lathe bearings, also the telescoping tray that contains sparks and keeps the sheild gas around the crank.
3. The third picture shows the vari speed DC motor and control, I mounted it to a shaft and put eye bolts in the lathe to hang it on, added an extra pulley that I can slip a belt on to when I need it, remove the belt, close the door and remove the motor, it's back to normal. I engage the thread feed at 18 tpi and hit the welder, weld about 3/4" at a time, cool it with the air hose and continue.

4. The fourth picture shows a 6hp crank I welded and rough turned, had it ground, then rekeyed it.
 |
keith
Senior Member
Username: keith
Post Number: 175
Registered: 02-2002

| | Posted on Sunday, December 31, 2006 - 10:40 am: |
|
J.B is a Genius at figuring out how to do something without specialized equipment. Great job J.B. Is there anything you can't do? |
jb_castagnos
Senior Member
Username: jb_castagnos
Post Number: 210
Registered: 07-2002

| | Posted on Sunday, December 31, 2006 - 07:03 pm: |
|
Thanks Keith, one thing I'm not too good at is welding. I tell people I'm a "satisfied" welder, but that's stretching it. I welded up a crank on a 2hp F-M T, had a lot of voids to fill because of my freehand welding and when I would quit welding I would see some of the hot spots bubble up, with the sheild gas gone it would oxidize. Bob had someone in his area welding them, but the price kept going up and he really didn't want to do them. That's when I came up with this rig, it holds the gun at the right distance, feeds correctly, and the sheild keeps the O2 away long enough for it to cool. It took a little experimenting to get feed, speed and heat correct, then I realized you can't weld more than 3/4" at a time, base metal gets too hot and starts dripping. I weld a little, cool with an air hose and weld again. I use the steady rest to keep the crank true, the spot under the rest in the picture has been welded and rough turned .100 over to support the other side while welding. I checked the crank after and it had .020" runout in the machined spot, plenty room left to true it up. |
johnny
Senior Member
Username: johnny
Post Number: 77
Registered: 03-2006
| | Posted on Sunday, December 31, 2006 - 09:13 pm: |
|
JB,
Me and my Dad have welded and machined a few crank shafts on the old flywheel engines always free handed them with the welder and like you had to go back and touch up voids that didn't clean up all the way on the lathe. Great! Idea you have. I only got one question. When you weld 3/4 of a inch and stop to let it cool how do you get your timing correct to restart the weld? The spindle doesn't stop instantly I'm sure there is a little bit of free turning until it stops? Maybe you keep welding till the spindle stops all the way? Cool it with air nozzle then start welder and spindle at the same time. |
johnny
Senior Member
Username: johnny
Post Number: 78
Registered: 03-2006
| | Posted on Sunday, December 31, 2006 - 09:31 pm: |
|
JB,
You are using the vari speed DC motor and control because you don't have variable spindle speed on your lathe? |
jb_castagnos
Senior Member
Username: jb_castagnos
Post Number: 211
Registered: 07-2002
| | Posted on Monday, January 01, 2007 - 09:56 am: |
|
Johnny, the spindle is turning very slow, when I disengage it stops almost immediately. I disengage the clutch first, then let the trigger on the welder go. It leaves a little bump at the stop start, but it doesn't matter. The lathe has a slow speed of 19 rpm with a 1200 rpm motor, way too fast for welding. The dc motor runs from 0 to 100 rpm, and I have some reduction to the regular motor. I run the speed about in the middle, I guess it's about 50 rpm. The dc motor was given to me, my first thought was a variable speed drill, it doesn't take much power to rotate the shaft. |
miro
Senior Member
Username: miro
Post Number: 253
Registered: 11-2001

| | Posted on Thursday, January 04, 2007 - 12:41 pm: |
|
JB - you are the greatest - I am looking forward to my visit with you in the spring.
miro |
robert
Senior Member
Username: robert
Post Number: 156
Registered: 07-2003
| | Posted on Sunday, January 07, 2007 - 04:23 pm: |
|
Beautiful! Looks like new!
Are there any heat treating issues with these early cranks? |
miro
Senior Member
Username: miro
Post Number: 256
Registered: 11-2001
| | Posted on Sunday, January 07, 2007 - 06:21 pm: |
|
I know that in the early days of restoring DisPro's and the copper jacket engines in the late 1970s , some folks had their crankshafts built up with a flame spray techique. But most of them broke within about 1 or 2 years of use. The break was conical in shape which indicates to me that there were some unrelieved internal stresses. I think the approach that JB's using ( 3/4 in and cooling) probably doesn't create as much stress as the flame spray.
miro |
jb_castagnos
Senior Member
Username: jb_castagnos
Post Number: 213
Registered: 07-2002
| | Posted on Sunday, January 07, 2007 - 07:29 pm: |
|
I'm using a mild steel wire, 70,000 psi tensile strength. I think this is similar to the steel that was used in the crank. It machines well and is not real hard. These cranks are real soft, when straightening before welding they are "dead", very little overbending is necessary to correct it. I think trouble would start with a hard surface on a flexible crank. The crack would start on the surface and continue into the crank. When I first started in this hobby I met Mr. Ulysse Comeaux, he repaired these engines for a living. He was 92 when I first met him. He made replacement cranks from 2X4" cold rolled steel. On the two cylinder motors he would cut both throws on the same side to save material, heat them in his forge and twist them 180 derees. His cranks were breaking in the twist, so he went talk to Mr. Nadler. Mr. Nadler asked if he was twisting the cranks while the metal was still square, he replied yes. He was told to turn the cranks round, leave oversized, twist them, and finish machining them. No more failures, he was setting up a stress by twisting them square. I asked how he cut the keyways, he said he would scribe them while in the lathe and he had a special chisel that he used to remove the metal. His price for a crankshaft, $12.00. |
johnny
Senior Member
Username: johnny
Post Number: 79
Registered: 03-2006
| | Posted on Monday, January 08, 2007 - 06:41 am: |
|
The crank shaft's that me and my Dad have welded over the years have never broke or cracked but then again they were in stationary engines that were ran at shows with very low rpm's. |
|
|
|


|