| Author |
Message |
    
jb_castagnos
Senior Member
Username: jb_castagnos
Post Number: 85
Registered: 07-2002
| | Posted on Tuesday, February 07, 2006 - 09:51 pm: | 




|
A friend brought his 4hp Lockwood Ash to my shop a while back, asked if I could do what's necessary to give it some compression.
Last week I took the cylinder off and to my supprise I saw that it had been sleeved. I could tell that it had been run since the repairs, some wear and light scuffing in the cylinder, honing cleaned it up. The piston had been machined .010" under 4", but the new rings in it were very loose in the lands, nearly .020" side clearance. I trued up the lands .030" over to use some ring spacers I had, but the spacers were for a thicker ring and would have to be machined. These are similar to an oil ring on a modern engine, but designed to hug the piston instead of expanding in the cylinder.
Machining would have required making a jig to hold them. I had a piece of 1/8" cylinder sleeve that measured 4.030", I parted off a piece and cut it, it sprung open about a 1/4". After cutting about 1/8" off for the gap the rings had good tension. For some reason L/A put the locating pin at the bottom of the groove.
No matter how close you fit the gap, when you cut the groove for the pin this is the effective gap, 3/16" on the old rings, compression can leak around the pin .
I placed the new pins on the top. After assembling the engine it had good compression and bounce, starts runs and reverses easily.
I know this isn't the correct way to make rings but I won't argue with success. |
ernie
Senior Member
Username: ernie
Post Number: 362
Registered: 01-2002

| | Posted on Tuesday, February 07, 2006 - 11:06 pm: |
|
I have used a whole stack of oil ring rails in ring grooves. In effect creating "total seal" rings. It's an easy way to come up with rings after truing up the ring lands on the piston. I usually just remove the ring pin and as yet havn't had a problem with one "catching a port" |
richarddurgee
Senior Member
Username: richarddurgee
Post Number: 966
Registered: 11-2001

| | Posted on Thursday, February 09, 2006 - 04:48 pm: |
|
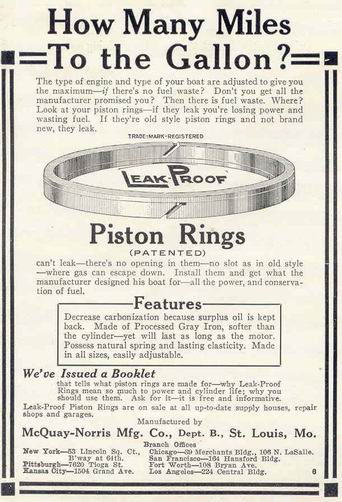
This is a 1913 ad, looks like a good design, never have seen rings like it in an engine.
Wish I was a talented enough machinist to be able to make them ?
 |
ernie
Senior Member
Username: ernie
Post Number: 363
Registered: 01-2002
| | Posted on Thursday, February 09, 2006 - 06:52 pm: |
|
Richard your add was most likely one of the first of what are now called "total seal" rings. |
richarddurgee
Senior Member
Username: richarddurgee
Post Number: 967
Registered: 11-2001
| | Posted on Thursday, February 09, 2006 - 08:59 pm: |
|
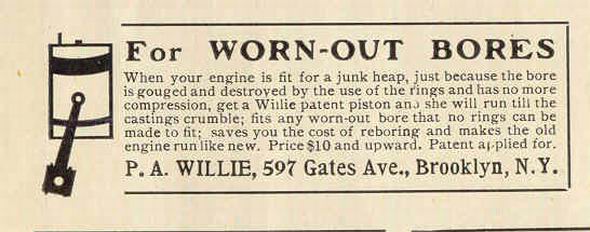
Ernie
Here's a much earlier ad, 1907.
 |
richarddurgee
Senior Member
Username: richarddurgee
Post Number: 978
Registered: 11-2001
| | Posted on Monday, February 13, 2006 - 09:17 am: |
|
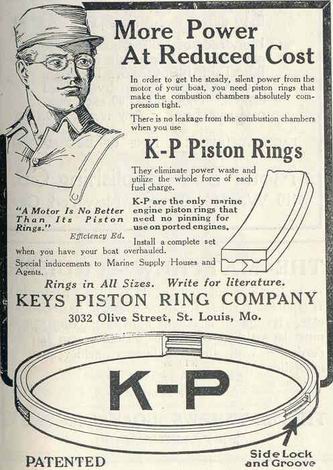
1915 ad
This looks to be a very sophisticated piston ring for 1915 ?
 |
peterogborne
Senior Member
Username: peterogborne
Post Number: 106
Registered: 09-2002
| | Posted on Tuesday, February 14, 2006 - 07:22 am: |
|
An interesting ring type Richard. Manufacture would be difficult. I was fortunate enough to obtain some hollow cast iron of various sizes . I have made several sets of rings ,all have worked well. I just machined them to bore size plus 4 thou. I slit them with a fine jewellers saw and spread them about 4mm. I reckon by using a small electric kiln that I have to heat them and to let them cool down overnight they were stress free. But for best results I am sure you would agree that de glazing the bore is essential. |
richarddurgee
Senior Member
Username: richarddurgee
Post Number: 1033
Registered: 11-2001
| | Posted on Monday, March 13, 2006 - 12:11 pm: |
|
No-Leak-o Piston Ring ad 1921
 |
richarddurgee
Senior Member
Username: richarddurgee
Post Number: 1034
Registered: 11-2001
| | Posted on Monday, March 13, 2006 - 12:57 pm: |
|
Peter
I must have missed your post above, just read it now!
I find Deglazing is always necessary to get replaced rings to seat,I rarely use a straight stone hone in a bore unless I run it through to see if the cylinder wall is straight and no uneven spots, the carborundum brush type hones work great for me. On many of these very old engines I use the rings over again and have had really good experience but its also necessary to deglaze the used rings as well, this may get a few bristles up but I find cleaning the old rings in the bead blaster cabinet with standard glass beads does an excellent job, as long as the clearances and spring tension on the rings are OK This process has worked fine for me! |
peterogborne
Senior Member
Username: peterogborne
Post Number: 119
Registered: 09-2002
| | Posted on Tuesday, March 14, 2006 - 07:13 am: |
|
Richard ...I have heard that a light coating of oxide [ rust] works like a deglaze. Now that would upset the experts!
I have a show coming up in a weeks time .I am going to take two Stuart Turner engines a 5 and a 1 1/2 HP. I used to have the propellors enclosed in a mesh gage . This time I have made perspex boxes with foam beads inside.....maybe it will polish up the screws! |

